OEM/ODM Supplier for P20411 one piece type Supply to Mexico

OEM/ODM Supplier for P20411 one piece type Supply to Mexico Detail:
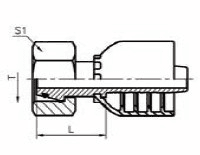
O’RING METRIC FEMALE 24° CONE LIGHT TYPE DIN 3865 (DKOL)
|
PART NUMBER |
HOSE
|
THREAD T |
PIPE |
B mm |
L mm |
A mm |
H2 mm |
||
|
|
DN |
In |
SIZE |
|
|
|
|
|
|
| P204A1 – 03 – 12 | 5 | 3/16″ | 03 | M12x1,5 | 6 | 3 | 24,1 | 1,2 | 14 |
| P204A1 – 04 – 14 | 6 | 1/4″ | 04 | M14x1,5 | 8 | 4 | 24,5 | 1,8 | 17 |
| P204A1 – 04 – 16 | 6 | 1/4″ | 04 | M16x1,5 | 10 | 5,5 | 26 | 2,3 | 19 |
| P204A1 – 05 – 16 | 8 | 5/16″ | 05 | M16x1,5 | 10 | 5,5 | 26 | 2,3 | 19 |
| P204A1 – 05 – 18 | 8 | 5/16″ | 05 | M18x1,5 | 12 | 7 | 26 | 2,5 | 22 |
| P204A1 – 06 – 18 | 10 | 3/8″ | 06 | M18x1,5 | 12 | 7 | 26,6 | 2,5 | 22 |
| P204A1 – 06 – 22 | 10 | 3/8″ | 06 | M22x1,5 | 15 | 9,5 | 30,1 | 2,5 | 27 |
| P204A1 – 08 – 22 | 12 | 1/2″ | 08 | M22x1,5 | 15 | 9,3 | 29,3 | 2,5 | 27 |
| P204A1 – 08 – 26 | 12 | 1/2″ | 08 | M26x1,5 | 18 | 12 | 31,3 | 2,5 | 32 |
| P204A1 – 10 – 26 | 16 | 5/8″ | 10 | M26x1,5 | 18 | 12 | 30,3 | 2,5 | 32 |
| P204A1 – 12 – 30 | 20 | 3/4″ | 12 | M30x2 | 22 | 15 | 33 | 3,5 | 36 |
| P204A1 – 12 – 36 | 20 | 3/4″ | 12 | M36x2 | 28 | 19,5 | 34,5 | 3,7 | 41 |
| P204A1 – 16 – 36 | 25 | 1″ | 16 | M36x2 | 28 | 19,5 | 34,3 | 3,7 | 41 |
| P204A1 – 20 – 45 | 32 | 1.1/4″ | 20 | M45x2 | 35 | 26 | 39 | 4 | 50 |
| P204A1 – 24 – 52 | 40 | 1.1/2″ | 24 | M52x2 | 42 | 32 | 39,5 | 4,5 | 60 |
Product detail pictures:
Related Product Guide:
Understanding Hydraulic Hose Fittings
Things to Know About Pipe Fitting Works
Innovation, excellent and reliability are the core values of our business. These principles today extra than ever form the basis of our success as an internationally active mid-size company for OEM/ODM Supplier for P20411 one piece type Supply to Mexico, The product will supply to all over the world, such as: Spain, Latvia, New Zealand, Whether selecting a current product from our catalog or seeking engineering assistance for your application, you can talk to our customer service center about your sourcing requirements. We are looking forward to cooperating with friends from all over the world.
Perfect services, quality products and competitive prices, we have work many times, every time is delighted, wish continue to maintain!